Gépipar
A minták típusai:
A következő tényezők befolyásolják a minta kiválasztását.
( i) Az előállítandó öntvények száma.
(ii) Az öntés alakjának és méretének mérete és összetettsége
(iii) Az alkalmazott öntési és öntési módszer típusa.
(iv) Megmunkálási művelet
(v) Öntvények jellemzői
Különböző típusú minták:
A szokásos mintatípusok a következők:
1) Egy darabból álló minta
2) Osztott mintás minta
3) Laza mintadarab
4) Zárt minta
5) Egyezési minta
6) Seprésminta
7) Kúp és húzásmintázat
8) Csontvázminta
9) Kagyló minta
10) Kövesse a deszkamintát

Egy darabból álló minta:
Ez a legegyszerűbb mintatípus, pontosan olyan, mint a kívánt c meghökkentő. Egy öntőforma elkészítéséhez a mintát vagy a copperben, vagy a dragban helyezik el.
Néhány nagy öntvény előállítására használják, például gőzgép töltelékéhez.
Hasított minta:
Ezek a minták az elválasztási sík mentén vannak felosztva (amely lehet sík vagy szabálytalan felületű), hogy megkönnyítsék az öntőforma kivonását az öntési művelet előtt. A bonyolultabb öntés érdekében a minta több mint két részre osztható.
Laza darabmintázat:
Ha egy darabból álló szilárd minta vetületei vagy hátsó huzata van, amelyek fent vagy alatt vannak az elválasztási sík, lehetetlen kihúzni a formából. Ilyen minták esetén a vetületek laza darabok segítségével készülnek. A laza ürülék egyik hátránya, hogy eltolódás lehetséges döngölés közben.

Zárt minta:
A kapuzott minta egyszerűen egy vagy több laza minta, amelyekhez kapuk és futók tartoznak.
Magasabb költségük miatt ezeket a mintákat kis öntvények gyártására használják tömeggyártási rendszerekben és öntőgépeken.

Párosító lemezminta:
A hasított mintázat, amelynek a felülete meg van húzva, és a lemez ellentétes oldalára szerelt részeket húzza (általában fémes), az úgynevezett “gyufalapot”, amely megfelel a szétválasztási felület kontúrjának. lemez, így nagyon kevés kézimunka szükséges. Ez magasabb termelékenységet eredményez. Ezt a típusú mintát sok öntvényhez használják.
I.C. dugattyúgyűrűk motorokat állítanak elő ezzel a folyamattal.
Kérjük, olvassa el: Match – Plate Pattern teljes útmutató diagrammal.
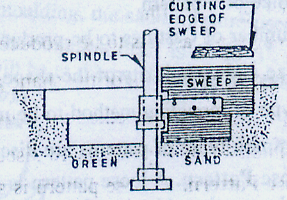
Seprésminta:
A sweep egy megfelelő szakasz vagy tábla (fa) kontúr, amelyet az egyik él körül elforgatnak, és így formai üregek vannak kialakítva, amelyeknek szimmetrikus alakja van. Ezt a típusú mintát akkor használják, ha nagy méretű öntvényt akarnak rövid idő alatt előállítani. Nagy vízforralók C.I. söprésmintákkal készülnek.
Koppolás és húzás mintája:
A megmunkálási és elhúzási mintázat egy felosztott minta, amelynek mindegyike különálló gyufalapokra van rögzítve. Ezeket a mintákat nagy öntvények gyártásakor használják; a teljes öntőformák túl nehézek és nehézkesek ahhoz, hogy egyetlen munkás kezelje őket.
Csontvázminta:
egyszerű geometriai formájú nagy öntvényekhez csontvázmintákat használnak. Csakúgy, mint a söprésminták, ezek is egyszerű favázak, amelyek felvázolják az öntendő alkatrész alakját, és a formázó által a forma formázásának kézi alakításakor útmutatókként is szolgálnak.
Ezt a fajta mintát gödörben vagy padló öntési folyamat.

Héjminta:

Kövesse a táblát:
A követőtábla nem minta, hanem eszköz (fatábla) különféle célokra.

Az öntési folyamatok összehasonlítása
A centrifugális öntési eljárás előnyei és hátrányai
A homok formázási módja az öntési folyamatban
A természetes és szintetikus homok tulajdonságai az öntési folyamatban
Különböző típusú homokok öntési hibák
Különböző típusú hegesztési hibák
Különböző homoköntési folyamat