Duct Tape
Baggrund
Duct tape er et klædebånd belagt med en polyethylenharpiks på den ene side og meget klæbrig gummibaseret klæbemiddel på den anden. I modsætning til andre bånd giver stoffets bagside styrke på kanaltape, men alligevel gør det let at rive det. Duct tape er også meget formbar og kan klæbe til en lang række overflader. Mens det primært var designet til brug i luftkanaler og lignende applikationer, har forbrugerne fundet en bred vifte af anvendelser til dette populære produkt. Det kan bruges til en række husholdningsreparationsopgaver som fastgørelse i stedet for skruer eller søm og til vedligeholdelse af biler. Snescootere har endda været kendt for at påføre tape på deres næser for at modvirke frostbid og solskoldning. Produktet har skabt så meget interesse, at der er bøger og websteder dedikeret til dets ukonventionelle og ofte komiske anvendelser. For eksempel beskriver The Duct Tape Book, hvordan man bruger duct tape til at fremstille forklæder og trampolinovertræk.
Historie
Der er modstridende konti vedrørende duct tape-historien. Ifølge Manco, Inc. (producent af DuckTm Brand tape) blev det skabt af Permacell – en division af Johnson og Johnson – under Anden Verdenskrig i 1940erne. Andre eksperter hævder, at båndproduktet blev opfundet i 1920erne af forskere for 3M Company, ledet af Richard Drew. De fleste konti er imidlertid enige om, at Permacell perfektionerede tape under krigen. Ved hjælp af den nyeste teknologi udviklede deres forskerteam en proces til at kombinere flere lag klæbemiddel på en polyethylenbelagt klædebeklædning. Nogle siger, at dette tidlige produkt fik tilnavnet “ænderbånd”, fordi det frastødte vand som fuglens fjer, eller fordi stoffets maske var lavet af andeklud.
Uanset dets oprindelse fandt militæret mange anvendelser til Duct tape. En af de tidligste anvendelser var at holde ammunitionskasser sammen. Af denne grund henviste soldater til det som “gun tape”. Luftvåben fandt andre anvendelser til produktet, og duct tape blev brugt til at dække pistolporte på fly til skære ned luftfriktionen under opstart. Som mange andre militære produkter blev båndet oprindeligt farvet olivengrøn, men efter krigen blev det ændret til den mere velkendte sølvfarve. Producenterne begyndte at markedsføre det til husholdningsforbrugere, der fandt en række nye Båndet er lettere at bruge og lige så effektivt som skruer og bolte, når det kommer til at holde den slags kanalarbejde, der findes i nye hjem med varmluftopvarmning sammen.
Efterhånden som forbrugernes efterspørgsel voksede begyndte marketingfolk at pakke deres bånd i n en mere forbrugervenlig måde. Ifølge Manco var de det første firma, der krympede og mærkede tape, så det let kunne stables på displayhylder. Denne forbedring af emballagen gjorde det lettere for kunderne at skelne mellem de forskellige kvaliteter. I 1999 solgte Manco ca. 5.900 korte ton eller 5.326.210 bånd hvert år.
Design
Duct tape er designet til forskellige applikationer baseret på dens kvalitet. Karakteren bestemmes af kombinationen af klæbestoftype og styrken af bagmaterialet. Styrken af tekstilstoffet afhænger af antallet af tråde, det indeholder; dette tal bestemmer kludens rivestyrke. For eksempel har militærbånd en ripstyrke på 40 kg, mens styrken af billigere bånd er i området omkring 9 kg. Bånd designet til brug af den føderale regering skal overholde en lang 12-siders specifikationsvejledning, der dikterer styrken og andre faktorer. Kommercielle karakterer er mindre krævende og klassificeres typisk som enten hjælpeprogrammer, generelle formål eller premium-kvaliteter. Andre specialkvaliteter inkluderer “atombånd”, som bruges i reaktorer og et “200 mi (322 km) i timen” bånd, der er specielt designet til racerbiler.
Råmaterialer
Bomuldsnet
Bomuldsnet danner rygraden i tape. Det giver trækstyrke og gør det muligt for båndet at være tomt i begge retninger. Klud, der har en strammere vævning og højere trådantal, er af højere kvalitet, giver større styrke og giver en renere tåre. Et bånd af høj kvalitet kan have et trådantal på 44 x 28 tråde pr. Kvadratmeter. Følgelig er tape fremstillet med dette stof dyrere. Bomuldsstoffet kaldes et “web”, når det spredes over belægningsmaskineriet.
Polyethylenbelægning
Bomuldsstoffet er belagt med polyethylen, et plastmateriale, der beskytter det mod fugt og slid. Denne plastbelægning er fleksibel og gør det muligt for båndet at klæbe bedre til uregelmæssige overflader. Polyethylenen smeltes og påføres stoffet i en foreløbig coatingoperation. Det belagte stof opbevares derefter på ruller, indtil producenten er klar til at påføre klæbemidlet.
Klæbestof
Det klæbemiddel, der anvendes i tape, er unikt af to grunde. For det første er selve klæbemidlet formuleret med gummiforbindelser, der sikrer langvarig limning. Andre bånd bruger typisk klæbende polymerer, der ikke er så bindende. For det andet påføres klæbemidlet på substratet i en meget tykkere belægning end dem, der anvendes på cellofan eller maskeringsbånd. Dette tjener også til at øge båndets klæbeegenskaber.
Fremstillingsprocessen
Klæbemiddelblanding
- 1 Det gummibaserede klæbemiddel, der anvendes i tape, fremstilles i en flertrinsproces. I det første trin blandes klæbemidlet i en mixer kendt som en Branbury-type mixer bestående af en rustfri ståltank udstyret med en dampkappe til opvarmning af forbindelsen og en mikser med højt moment. Gummiforbindelserne indføres i pelletsform, opvarmes og blandes, indtil de er smeltede og homogene. Andre ingredienser tilsættes til blandetanken som specificeret i formuleringen. Disse inkluderer klæbende midler, viskositetsmodificerende midler, antioxidanter og andre hjælpestoffer. Den endelige blanding er tyk, men glat nok til at blive pumpet til en opbevaringstank, der er forbundet med belægningsudstyret.
Selvklæbende påføring
- 2 Klæbemidlet og stoffet kombineres ved hjælp af sofistikeret belægningsudstyr. Først blødgøres klæbemidlet yderligere af varme på en valse møller. En valseværk består af tæt anbragte hule valser, der er lavet af rustfrit stål af tung gauge. Rullerne er fastgjort til gear med højt moment og en motor, der roterer dem med en indstillet hastighed. Valsernes temperatur styres ved kontinuerligt at pumpe vand gennem dem. Den øverste valse holdes ved en temperatur på 260 ° F (127 ° C), og den midterste valse holdes ved 100 ° F (38 ° C). Cylindrene er fastgjort på plads, så der kun findes et lille hul mellem dem. Når rullerne tumler, føres gummiforbindelsen ind i dette rum. Den genererede friktion opvarmes og blødgør gummiet. Dette arrangement tillader det smeltede klæbemiddel at danne et tyndt ark på tværs af rullernes overflade.
- 3 Stoffet føres derefter ind i belægningsmaskinen gennem et andet sæt ruller. Den løber mod den tredje rulle (holdes ved 199 ° F), der er i kontakt med klæbemidlet. Under denne proces, kendt som coating, overføres klæbemidlet til kluden. Ved at kontrollere mellemrummene mellem rullerne kan maskinoperatøren bestemme, hvor meget klæbemiddel der påføres kluden. Når klæbemidlet er klar, føres klædets bagmateriale – som er forbehandlet med polyethylen – fra opbevaringsrullen og på belægningsrullerne. Da bagmaterialet kommer i kontakt med den tredje rulle,
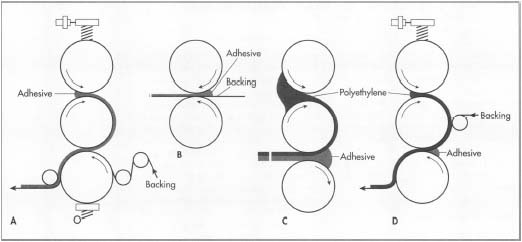 A. Tre-rulle trykfølsomt båndkalander. B. To-rulle klæbende kalender. C. Polyethylen og klæbemiddelkalander. D. Kalender til stofbånd belagt med polyethylen.
A. Tre-rulle trykfølsomt båndkalander. B. To-rulle klæbende kalender. C. Polyethylen og klæbemiddelkalander. D. Kalender til stofbånd belagt med polyethylen.plukker noget klæbemiddel op af transferrullen. Denne proces, der anvendes til at påføre sådanne tunge klæbemidler, kaldes kalendering. Belægninger så tynde som 0,002 in (0,05 mm) kan bruges, men de bliver mindre ensartede under 0,004 in (0 mm). Disse udsving opstår, fordi rullerne oplever en lille grad af bøjning, når de roterer. Dette skaber ujævne mellemrum mellem valserne, som forårsager variationer i belægningsvægt over nettet.
- 4 Efter belægning vikles tapestoffet på store papkerner. Når tilstrækkelig tape er blevet belagt, og rullen er fuld, fjernes den fra sin spindel og flyttes til et andet område, hvor den kan skæres til den rigtige størrelse. Disse opbevaringsruller er ca. 5 ft brede og 3 ft i diameter (152 cm x 91 cm).
Genkobling og spaltning
- 5 Når belægningsprocessen er afsluttet, kan rollerne skæres til deres endelige størrelse. Dette gøres ved at “spole” eller afvikle de store ruller på en maskine udstyret med en række knive. Knivene skærer banen ind i mere smalle segmenter, som derefter spoles tilbage på mindre papkerner. Denne proces kaldes “spaltning”.
Emballeringshandlinger
-
6 I dette sidste trin pakkes rullerne af tape til salg. De er typisk krympet indpakket, enten enkeltvis eller i pakker med to eller tre. Disse pakker bokses derefter og markedsføres til forsendelse.
Afhængigt af producenten kan de ovenfor beskrevne trin kombineres gennem automatisering i færre trin. For eksempel bruger Permacell et selvstændigt apparat, der blander, varmer og fastgør klæbemidlet på bagsiden. Denne metode gør det muligt at fremstille limen uden opløsningsmidler, der forårsager forurening.
Kvalitetskontrol
Duct tape skal opfylde en række standardtest beskrevet af American Society for Testing and Materials.Disse metoder måler to nøgleegenskaber for klæbemidlet: dets klæbestyrke (som bestemmer, hvor godt båndet klæber til en anden overflade) og sammenhængende styrke (som viser, hvor godt klæbemidlet klæber til klædets bagside). En almindelig metode til evaluering af disse egenskaber involverer påføring af båndet på en standardiseret rustfri stålplade og derefter måling af den krævede kraft til at rive den af. Pladen undersøges derefter for at bestemme, hvor meget, hvis nogen, af klæbestoffet, der er tilbage. Selve klæbemiddelbelægningen overvåges for at evaluere, hvor godt den klæber til bagsiden. Betingelser, hvor klæbemidlet efterlader en rest, er kendt som krybende, krakning, oser og blødning. Kvalitetsstyringsteknikere holder også øje med fiskeøje, det udtryk, der bruges til at beskrive en ujævn påføring af lim.
Ud over standardtestene har hver producent deres egne proprietære metoder til evaluering af deres produkter. For eksempel kan virksomheder måle båndets brudpunkt. Andre vurderer båndets “scrunch” -lyd, da det afvikles, fordi forbrugerne mener, at en støjende rip off-roll er et tegn på styrke. Andre tests er designet til at måle hurtig stick En måde dette gøres på er at skyde ping-pong-kugler på båndstrimler med den klæbende side opad for at måle, hvor langt de ruller, før de stoppes af båndet.
På trods af duct tapes ry for overlegen vedhæftning, test udført af uafhængige forskere har fundet ud af, at båndet ikke fungerer så godt som det er beregnet til. I 1998 evaluerede forskerne Max Sherman og lain Walker fra Department of Energys Lawrence Berkeley National Laboratory 12 forskellige slags tape. De designede en accelereret aldringstest, der efterlignede temperaturforholdene i et hjem eller kontorbygning fra nat til dag og vinter til sommer. De brugte en række standardfingersamlinger, der forbandt en mindre kanal til en større. Indpakning af hver testforbindelse med et andet mærke af tape, de evaluerede forseglingen under temperatur- og fugtighedsforhold designet til at ligne dem, der blev fundet i hjemmevarmeanlæg og klimaanlæg. Forskerne udførte også en bagtest, hvor prøvesamlingerne blev bagt ved højere temperaturer. De fleste af de testede led viste sig at lække med 50% eller mere ifølge forskerne. Deres testresultater viste også, at en stor del af båndene ikke fungerede, når temperaturen faldt under frysepunktet (32 ° F) eller steg over 200 ° F (93 ° C). pe-industrien bestred disse fund og hævdede, at deres båndprodukter burde bistås af kraver eller klemmer for at opnå optimal effektivitet.
Fremtiden
Miljø- og prisovervejelser driver forskning til at identificere nye klæbemiddelformularer til en lavere pris – generel pris for en 5 cm bred, 46 m rulle af universalbånd er ca. tre dollars – der opretholder høj funktionalitet uden at skade miljøet. Derudover driver markedsovervejelser produktforbedringer. Som svar på kritik af, at tape ikke fungerer godt ved ekstreme temperaturer, skaber producenter mere avancerede formuleringer specielt designet til at modstå svær varme- og kuldeudsving. For første gang oprettes der formelle standarder specifikt til, at tape kan bruges til fleksibelt kanalarbejde. Båndproducenter støtter denne plan, fordi de mener, at certificering fra Underwriters Laboratories (en produktsikkerhedsprøvningsorganisation) vil øge deres salg.
– Randy Schueller