Duct Tape (Norsk)
Bakgrunn
Duct tape er et tekstiltape belagt med en polyetylenharpiks på den ene siden og veldig klebrig gummibasert lim på den andre. I motsetning til andre bånd, gir stoffets bakside styrke på tape, men gjør det lett å rive den. Duct tape er også veldig formbart og kan feste seg til en lang rekke overflater. Selv om det primært ble designet for bruk i luftkanaler og lignende applikasjoner, har forbrukerne funnet et bredt spekter av bruksområder for dette populære produktet. Den kan brukes til en rekke husholdningsreparasjonsjobber, som feste i stedet for skruer eller negler, og til bilvedlikehold. Snøscootere har til og med vært kjent for å legge tape på nesen for å hindre frostbit og solbrenthet. Produktet har skapt så mye interesse at det finnes bøker og nettsteder dedikert til dets ukonvensjonelle og ofte komiske bruksområder. For eksempel beskriver The Duct Tape Book hvordan du bruker teip til å lage forkle og trampolindeksler.
Historie
Det er motstridende kontoer angående historien til tape. I følge Manco, Inc. (produsent av DuckTm Brand tape), ble den opprettet av Permacell – en divisjon av Johnson og Johnson – under andre verdenskrig på 1940-tallet. Andre eksperter hevder at båndproduktet ble oppfunnet på 1920-tallet av forskere for 3M Company, ledet av Richard Drew. De fleste kontoer er imidlertid enige om at Permacell perfeksjonerte teip under krigen. Ved hjelp av toppmoderne teknologi utviklet forskerteamet en prosess for å kombinere flere lag lim på et polyetylenbelagt tøyunderlag. Noen sier at dette tidlige produktet fikk kallenavnet «andetape» fordi det avstøt vann som fuglens fjær eller fordi stoffnettet var laget av andeduk.
Uansett opprinnelse fant militæret mange bruksområder for Duct tape. En av de tidligste bruksområdene var å holde ammunisjonsbokser sammen. Av denne grunn omtalte soldater det som «gun tape». Luftforsvaret fant andre bruksområder for produktet og duct tape ble brukt til å dekke pistolporter på fly til kuttet ned luftfriksjonen under oppstart. Som mange andre militære produkter ble tape først opprinnelig farget olivengrønn, men etter krigen ble den endret til den mer kjente sølvfargen. Produsenter begynte å markedsføre den til husholdningsforbrukere som fant en rekke nye Båndet er lettere å bruke og like effektivt som skruer og bolter når det gjelder å holde sammen den typen kanalarbeid som finnes i nye hjem med varmluftoppvarming.
Etter hvert som forbrukernes etterspørsel vokste begynte markedsførere å pakke båndene sine i n en mer forbrukervennlig mote. I følge Manco var de det første selskapet som krympet inn og merket teipen slik at den lett kunne stables i displayhyllene. Denne emballasjeforbedringen gjorde det lettere for kundene å skille mellom de forskjellige karakterene. I 1999 solgte Manco omtrent 5 900 korte tonn (5 352 tonn), eller 396 240 km tape hver år.
Design
Duct tape er designet for forskjellige applikasjoner basert på karakteren. Karakteren bestemmes av kombinasjonen av limtype og styrken på bakmaterialet. Styrken på stoffduken avhenger av antall tråder den inneholder; dette tallet bestemmer klutens rivestyrke. For eksempel har tape av militær kvalitet en ripstyrke på 18 kg, mens styrken på rimeligere bånd er i 20 kg (9 kg) -området. Bånd designet for bruk av den føderale regjeringen må være i samsvar med en lang spesifikasjonsveiledning på 12 sider som dikterer styrken og andre faktorer. Kommersielle karakterer er mindre krevende og klassifiseres vanligvis som enten verktøy, generell bruk eller førsteklasses karakter. Andre spesialitetsklasser inkluderer «atombånd», som brukes i reaktorer og et «200 mi (322 km) i timen» -bånd spesielt designet for racerbiler.
Råvarer
Bomullsnett
Bomullsnett danner ryggraden i teip. Det gir strekkfasthet og gjør at båndet kan være tomt i begge retninger. Klut som har en strammere veving og høyere trådtelling er av høyere kvalitet, gir større styrke og gir en renere tåre. Et førsteklasses kvalitetstape kan ha en trådtelling på 44 x 28 tråder per kvadratmeter. Følgelig er tape laget med dette stoffet dyrere. Bomullsstoffet kalles et «nett» når det spres over belegningsmaskineriet.
Polyetylenbelegg
Bomullsdekket er belagt med polyetylen, et plastmateriale som beskytter det mot fukt og slitasje. Dette plastbelegget er fleksibelt og gjør at båndet kan feste seg bedre på uregelmessige overflater. Polyetylenen smeltes og påføres stoffet i en foreløpig beleggoperasjon. Det belagte stoffet lagres deretter på ruller til produsenten er klar til å påføre limet.
Limblanding
Limet som brukes i teip er unikt av to grunner. For det første er selve limet formulert med gummiforbindelser som sikrer langvarig liming. Andre bånd bruker vanligvis selvklebende polymerer som ikke er like bindende. For det andre påføres limet på underlaget i et mye tykkere belegg enn de som brukes på cellofan eller maskeringsbånd. Dette tjener også til å øke båndets klebende egenskaper.
Produksjonsprosessen
Limblanding
- 1 Det gummibaserte limet som brukes i teip, fremstilles i en flertrinnsprosess. I det første trinnet blir limet blandet i en mikser kjent som en blandebatteri av Branbury-type, bestående av en rustfritt ståltank utstyrt med en dampkappe for å varme opp forbindelsen og en mikser med høyt moment. Gummiforbindelsene innføres i pelletsform, deretter oppvarmes og blandes til de er smeltet og homogene. Andre ingredienser tilsettes til blandetanken som spesifisert i formuleringen. Disse inkluderer klebemidler, viskositetsmodifiserende midler, antioksidanter og andre hjelpestoffer. Den endelige blandingen er tykk, men jevn nok til å pumpes til en holdetank koblet til belegningsutstyret.
Limpåføring
- 2 Limet og stoffet kombineres ved hjelp av sofistikert belegningsutstyr. Først mykgjøres limet ytterligere ved varme på en valsefabrikk. En valsefabrikk består av tette mellomrom hule valser som er laget av rustfritt stål. Rullene er festet til tannhjul med høyt dreiemoment og en motor som roterer dem med en innstilt hastighet. Rullens temperatur styres ved kontinuerlig å pumpe vann gjennom dem. Toppvalsen holdes ved en temperatur på 260 ° F (127 ° C) og midtvalsen holdes på 100 ° F (38 ° C). Sylindrene er festet på plass slik at det bare er et lite gap mellom dem. Når rullene tumler, mates gummiblandingen inn i dette rommet. Den genererte friksjonen varmer og mykgjør gummien. Dette arrangement tillater det smeltede klebemidlet å danne et tynt ark over overflaten av rullene.
- 3 Klutet mates deretter inn i belegningsmaskinen gjennom et annet sett med ruller. Den løper mot den tredje rullen (holdt ved 199 ° F) som er i kontakt med limet. Under denne prosessen, kjent som belegg, overføres limet til kluten. Ved å kontrollere hullene mellom rullene kan maskinoperatøren bestemme hvor mye lim som påføres kluten. Når klebemidlet er klart, mates stoffdukmaterialet – som er forbehandlet med polyetylen – av lagringsrullen og på belegningsvalsene. Når underlagsmaterialet kommer i kontakt med den tredje rullen,
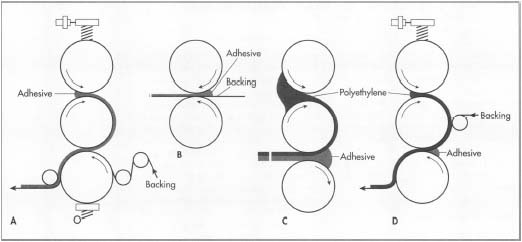 A. Tre-rulle trykkfølsom tape kalender. B. Lim med to ruller. C. Polyetylen og limkalander. D. Kalender for tekstiltape belagt med polyetylen.
A. Tre-rulle trykkfølsom tape kalender. B. Lim med to ruller. C. Polyetylen og limkalander. D. Kalender for tekstiltape belagt med polyetylen.plukker opp litt lim av overføringsrullen. Denne prosessen som brukes til å påføre slike tunge lim er kjent som kalendering. Belegg så tynne som 0,05 mm (0,002 tommer) kan brukes, men de blir mindre ensartede under 0,004 tommer (0,00 mm). Disse svingningene oppstår fordi rullene opplever en liten grad av bøyning når de roterer. Dette skaper ujevne mellomrom mellom rullene som forårsaker variasjoner i beleggvekt over nettet.
- 4 Etter belegg blir båndstoffet viklet på store pappkjerner. Når nok tape er belagt og rullen er full, fjernes den fra spindelen og flyttes til et annet område der den kan kuttes til riktig størrelse. Disse lagringsrullene er omtrent 5 fot brede og 3 fot i diameter (152 cm x 91 cm).
Respooling og spalting
- 5 Etter at beleggprosessen er fullført, kan rollene kuttes til sin endelige størrelse. Dette gjøres ved å «løsne», eller koble ut de store rullene på en maskin utstyrt med en serie kniver. Knivene kutter nettet i smalere segmenter som deretter spoles tilbake på mindre pappkjerner. Denne prosessen er kjent som «slitting».
Emballasje
-
6 I denne siste fasen pakkes rullene med teipbånd for salg. De er vanligvis krympet innpakket, enten enkeltvis eller i pakker med to eller tre. Disse pakkene bokses deretter og markedsføres for frakt.
Avhengig av produsent kan trinnene beskrevet ovenfor kombineres gjennom automatisering i færre trinn. For eksempel bruker Permacell et selvstendig apparat som blander, varmer opp og fester limet på baksiden. Denne metoden gjør at limet kan tilberedes uten forurensningsfremkallende løsemidler.
Kvalitetskontroll
Duct tape må oppfylle en serie standardtester beskrevet av American Society for Testing and Materials.Disse metodene måler to nøkkelegenskaper for limet: dets limstyrke (som bestemmer hvor godt tapen vil feste seg til en annen overflate) og sammenhengende styrke (som viser hvor godt limet vil feste seg til tekstilsiden). En vanlig metode for å evaluere disse egenskapene innebærer å påføre tapen på en standardisert rustfri stålplate, og deretter måle krefter som kreves for å rive den av. Platen blir deretter undersøkt for å bestemme hvor mye, om noen, av limrester som er igjen. Selvklebende belegg overvåkes for å evaluere hvor godt det holder seg til baksiden. Forhold der limet etterlater en rest er kjent som krypende, sindrende, sivende og blødende. Teknikere for kvalitetskontroll ser også etter fiskeøyer, begrepet som brukes for å beskrive en ujevn påføring av lim.
I tillegg til standardtestene har hver produsent sine egne proprietære metoder for å evaluere produktene sine. For eksempel kan bedrifter måle kanalbåndets bruddpunkt. Andre vurderer «scrunch» -lyden på båndet ettersom den avvikles fordi forbrukerne mener at en støyende riping av rullen er et tegn på styrke. Andre tester er designet for å måle hurtigpinne En måte dette gjøres på er å skyte bordtennisballer på tapestrimler med den klebrige siden opp for å måle hvor langt de ruller før de blir stoppet av tapen.
Til tross for at tape er kjent for å være overlegen vedheft, testing utført av uavhengige forskere har funnet at båndet ikke fungerer så bra som det er ment å. I 1998 evaluerte forskerne Max Sherman og lain Walker ved Department of Energys Lawrence Berkeley National Laboratory 12 forskjellige typer teip. De utformet en akselerert aldringstest som etterlignet temperaturforholdene til et hjem eller kontorbygg fra natt til dag og vinter til sommer. De brukte en serie standardfingerskjøter som koblet en mindre kanal til en større. Innpakning av hver testforbindelse med et annet merke av tape, evaluerte de tetningen under temperatur- og fuktighetsforhold designet for å være lik de som ble funnet i oppvarmings- og klimaanleggssystemer. Forskerne utførte også en baktest der prøveleddene ble bakt ved høyere temperaturer. De fleste testede leddene ble funnet å lekke med 50% eller mer, ifølge forskerne. Testresultatene deres viste også at en stor andel av båndene ikke fungerte når temperaturene falt under frysepunktet (32 ° F) eller steg over 200 ° F (93 ° C). pe-industrien bestred disse funnene og hevdet at for å oppnå optimal effektivitet skulle tape-produktene deres bli hjulpet av krager eller klemmer.
Fremtiden
Hensyn til miljø og pris driver forskning for å identifisere nye limformuleringer til en lavere pris – generell pris for en 5 cm bred, 46 m rull av allsidig teip er omtrent tre dollar – som opprettholder høy funksjonalitet uten å være skadelig for miljøet. I tillegg driver markedsføringshensyn produktforbedringer. Som svar på kritikk om at tape ikke fungerer godt ved ekstreme temperaturer, lager produsenter mer avanserte formuleringer som er spesielt designet for å tåle sterke svingninger i varme og kulde. For første gang lages det formelle standarder spesielt for at tape skal brukes på fleksibelt kanalarbeid. Båndprodusenter støtter denne planen fordi de mener at sertifisering fra Underwriters Laboratories (en produktsikkerhetsprøveorganisasjon) vil øke salget.
– Randy Schueller