Kanavateippi
Tausta
Kanavateippi on kangasnauha, jonka toisella puolella on polyeteenihartsi ja toisella puolella erittäin tahmea kumipohjainen liima. Toisin kuin muut teipit, kankaan tausta antaa kanavateipille lujuuden, mutta antaa sen helposti repiä. Kanavateippi on myös hyvin muokattavissa ja voi tarttua monenlaisiin pintoihin. Vaikka se on suunniteltu ensisijaisesti käytettäväksi ilmakanavissa ja vastaavissa sovelluksissa, kuluttajat ovat löytäneet tälle suositulle tuotteelle laajan valikoiman käyttötarkoituksia. Sitä voidaan käyttää useissa kotitalouksien korjaustöissä, kiinnittimenä ruuvien tai naulojen sijasta ja auton huollossa. Moottorikelkkailijoiden on jopa tiedetty kiinnittävän teippiin nenäänsä pakkasen puremisen ja auringonpolttaman estämiseksi. Tuote on herättänyt niin paljon kiinnostusta, että on olemassa kirjoja ja verkkosivustoja, jotka on omistettu sen epätavallisille ja usein koomisille käyttötarkoituksille. Esimerkiksi The Duct Tape Book -kirjassa kuvataan, kuinka teipillä voidaan tehdä esiliinoja ja trampoliinikankaita.
Historia
On olemassa ristiriitaisia tilejä, jotka koskevat teipin historiaa. Manco, Inc.:in (DuckTm Brand -teipin valmistaja) mukaan sen loi Permacell – Johnsonin ja Johnsonin jako – toisen maailmansodan aikana 1940-luvulla. Muut asiantuntijat väittävät, että nauhatuotteen keksivät 1920-luvulla 3M Companyn tutkijat Richard Drewn johdolla. Useimmat tilit ovat kuitenkin yhtä mieltä siitä, että Permacell kehitti teipin sodan aikana. Tutkimusryhmä kehitti huipputeknologiaa käyttäen prosessin yhdistää useita kerroksia liimaa polyeteenillä päällystettyyn kankaaseen. Jotkut sanovat, että tämä varhainen tuote sai lempinimen ”ankka teippi”, koska se karkotti vettä kuten linnun höyhenet tai koska kangasverkko tehtiin ankkan kankaasta.
Alkuperästä huolimatta armeija löysi monia käyttötarkoituksia Yksi sen varhaisimmista sovelluksista oli ampumatarvikelaatikoiden pitäminen yhdessä. Tästä syystä sotilaat viittasivat siihen ”aseteipinä”. Ilmavoimat löysivät tuotteelle muita käyttötarkoituksia ja putkea käytettiin lentokoneiden asesatamien peittämiseen. leikata ilman kitkaa lentoonlähdön aikana. Kuten monet muutkin sotilastuotteet, kanavateippi oli alun perin oliivinvihreä, mutta sodan jälkeen se muutettiin tutummaksi hopeanväriseksi. Valmistajat alkoivat markkinoida sitä kotitalouskäyttäjille, jotka löysivät erilaisia uusia Nauha on helpompi käyttää ja yhtä tehokas kuin ruuvit ja pultit, kun on kyse sellaisten kanavien pitämisestä yhdessä, joita löytyy uusista kodeista, joissa on ilmalämmitys.
Kuluttajien kysynnän kasvaessa , markkinoijat alkoivat pakata nauhojaan i n kuluttajaystävällisempi muoti. Mancon mukaan he olivat ensimmäisiä yrityksiä, jotka kutistivat kääreen ja etiketöivät teipin, jotta se olisi helppo pinota esittelyhyllyille. Tämä pakkauksen parannus auttoi ostajia erottamaan eri laatuluokitukset toisistaan. Vuoteen 1999 mennessä Manco myi vuosittain noin 5900 lyhyttä tonnia eli 396240 km (246 217 mi).
Suunnittelu
Putkiteippi on suunniteltu eri sovelluksiin sen laadun perusteella. Laatu määräytyy liimatyypin ja taustamateriaalin lujuuden yhdistelmän perusteella. Kankaan kangas riippuu sen sisältämien lankojen määrästä; tämä luku määrittää kankaan repäisylujuuden. Esimerkiksi sotilaslaatuisella teipillä on 40 kg: n (18 kg) repäisylujuus, kun taas halvempien nauhojen vahvuus on 20 kg: n (9 kg). Liittovaltion hallitukselle suunnitellun nauhan on oltava pituisen 12 sivun spesifikaatio-oppaan mukainen, joka määrää voiman ja muut tekijät. Kaupalliset arvosanat ovat vähemmän vaativia, ja ne luokitellaan tyypillisesti joko hyöty-, yleiskäyttö- tai korkealaatuisiksi. Muita erikoislaatuja ovat ”ydinnauha”, jota käytetään reaktoreissa, ja ”200 mailia (322 km) tunnissa” erityisesti kilpa-autoille suunniteltu nauha.
Raaka-aineet
Puuvillaverkko
Puuvillaverkko muodostaa kanavateipin selkärangan. Se tarjoaa vetolujuuden ja antaa nauhan olla tom molempiin suuntiin. Tiukemmalla kudoksella ja suuremmalla langankierteellä varustettu kangas on korkealaatuisempaa, antaa enemmän voimaa ja antaa puhtaamman kyynelen. Ensiluokkaisen nauhan lankamäärä voi olla 44 x 28 lankaa neliötuumaa kohti. Näin ollen tällä kankaalla valmistettu teippi on kalliimpaa. Puuvillakangasta kutsutaan ”rainaksi”, kun se levitetään päällystyskoneelle.
Polyeteenipinnoite
Puuvillakangas on päällystetty polyeteenillä, muovimateriaalilla, joka suojaa sitä kosteudelta ja hankaukselta. Tämä muovipinnoite on joustava ja antaa teipin tarttua paremmin epäsäännöllisiin pintoihin. Polyeteeni sulatetaan ja levitetään kankaalle alustavassa päällystystoiminnossa. Pinnoitettua kangasta säilytetään sitten rullina, kunnes valmistaja on valmis levittämään liimaa.
Liima-aine
Putkiteipissä käytetty liima on ainutlaatuinen kahdesta syystä. Ensinnäkin itse liima formuloidaan kumiyhdisteillä, jotka takaavat pitkäaikaisen kiinnittymisen. Muut nauhat käyttävät tyypillisesti tarttuvia polymeerejä, jotka eivät ole yhtä sitovia. Toiseksi, liima levitetään alustalle paljon paksummalla pinnoitteella kuin sellofaanilla tai nauhoilla. Tämäkin lisää nauhan tarttuvuusominaisuuksia.
Valmistusprosessi
Liimaseos
- 1 Kanavanauhassa käytetty kumipohjainen liima valmistetaan monivaiheisessa prosessissa. Ensimmäisessä vaiheessa liima sekoitetaan sekoittimessa, joka tunnetaan nimellä Branbury-tyyppinen sekoitin, joka koostuu ruostumattomasta teräksestä valmistetusta säiliöstä, joka on varustettu höyryvaipalla yhdisteen lämmittämiseksi ja suuren vääntömomentin sekoittimella. Kumiyhdisteet lisätään pellettimuodossa, sitten kuumennetaan ja sekoitetaan, kunnes ne ovat sulaneet ja homogeenisia. Muut aineosat lisätään sekoitussäiliöön formulaation mukaisesti. Näitä ovat tartunta-aineet, viskositeetin muokkaajat, antioksidantit ja muut lisäaineet. Lopullinen seos on paksu, mutta riittävän sileä pumpattavaksi päällystyslaitteeseen liitettyyn säiliöön.
Liiman levitys
- 2 Liima ja kangas yhdistetään hienostuneilla päällystyslaitteilla. Ensinnäkin liima pehmenee edelleen lämpöllä telamyllyllä. Valssimylly koostuu lähellä olevista onttoista teloista, jotka on valmistettu paksusta ruostumattomasta teräksestä. Rullat on kiinnitetty suuriin vääntömomentteihin ja moottoriin, joka pyörittää niitä määrätyllä nopeudella. Telojen lämpötilaa säädetään pumppaamalla jatkuvasti vettä niiden läpi. Ylärullaa pidetään 127 ° C: n lämpötilassa ja keskitelaa pidetään 38 ° C: ssa. Sylinterit on kiinnitetty paikoilleen niin, että niiden välillä on vain pieni rako. Telojen kasvaessa kumiseos syötetään tähän tilaan. Syntynyt kitka lämmittää ja pehmentää kumia. Tämä järjestely antaa sulan liiman muodostaa ohuen levyn telojen pinnan yli.
- 3 Kangas syötetään sitten päällystyskoneeseen toisen telasarjan kautta. Se kulkee kolmatta telaa vastaan (pidetään 199 ° F: ssa), joka on kosketuksessa liiman kanssa. Tämän päällystysprosessin aikana liima siirtyy kankaaseen. Ohjaamalla telojen välisiä rakoja koneen käyttäjä voi määrittää, kuinka paljon liimaa levitetään kankaalle. Kun liima on valmis, kankaan taustamateriaali – joka on esikäsitelty polyetyleenillä – syötetään varastointitelalta ja pinnoitusteloille. Kun taustamateriaali tulee kosketukseen kolmannen telan kanssa, se
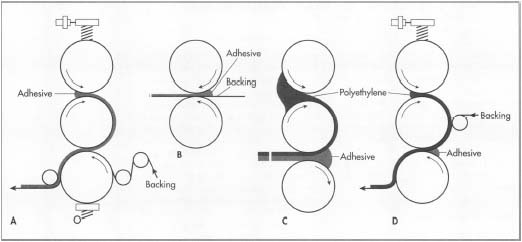 A.Kolmarullainen paineherkkä kalanteri. Kaksirullainen liimakalanteri. C. Polyeteeni ja liimakalanteri. D. Kalenteri polyeteenillä päällystetylle kangasnauhalle.
A.Kolmarullainen paineherkkä kalanteri. Kaksirullainen liimakalanteri. C. Polyeteeni ja liimakalanteri. D. Kalenteri polyeteenillä päällystetylle kangasnauhalle.poimii liimaa irti siirtotelalta. Tämä prosessi, jota käytetään tällaisten raskaiden liimojen levittämiseen, tunnetaan kalenterina. Pinnoitteita voidaan käyttää niin ohuina kuin 0,002 tuumaa (0,05 mm), mutta ne muuttuvat vähemmän tasaisiksi alle 0,004 tuumaa (0 mm). Nämä vaihtelut johtuvat siitä, että teloilla on pieni taivutusaste pyörimisen aikana. Tämä luo epätasaisia rakoja telojen välille, mikä aiheuttaa vaihteluita päällysteen painossa rainan yli.
- 4 Päällystämisen jälkeen teipikangas kääritään suuriin kartonkiytimiin. Kun riittävästi teippiä on päällystetty ja rulla on täynnä, se poistetaan karastaan ja siirretään toiselle alueelle, jossa se voidaan leikata oikeaan kokoon. Näiden varastorullien leveys on noin 5 jalkaa ja halkaisija 3 jalkaa (152 cm x 91 cm).
Uuden osan yhdistäminen ja halkaisu
- 5 Kun päällystysprosessi on valmis, roolit voidaan leikata lopulliseen kokoonsa. Tämä tapahtuu ”kelaamattomana” tai purkamalla suuret rullat koneelle, joka on varustettu useilla veitsillä. Veitset leikkaavat rainan kapeammiksi segmenteiksi, jotka sitten kelataan takaisin pienempiin pahviytimiin. Tämä prosessi tunnetaan nimellä ”halkaisu”.
Pakkaustoiminnot
-
6 Tässä viimeisessä vaiheessa teippirullat pakataan myyntiin. Ne kutistuvat tyypillisesti joko yksittäin tai kahden tai kolmen pakkauksissa. Nämä paketit pakataan ja markkinoidaan lähetystä varten.
Valmistajasta riippuen yllä kuvatut vaiheet voidaan yhdistää automaation avulla vähemmän vaiheiksi. Esimerkiksi Permacell käyttää itsenäistä laitetta, joka sekoittaa, lämmittää ja kiinnittää liiman alustalle. Tämän menetelmän avulla liima voidaan valmistaa ilman saastumista aiheuttavia liuottimia.
Laadunvalvonta
Putkiteipin on täytettävä sarja American Testing and Materials -yhdistyksen kuvaamia vakiotestejä.Nämä menetelmät mittaavat liiman kaksi keskeistä ominaisuutta: sen tarttuvuuslujuuden (joka määrittää kuinka hyvin teippi tarttuu toiseen pintaan) ja yhtenäisen lujuuden (mikä osoittaa kuinka hyvin liima tarttuu kankaan taustaan). Yksi yleinen menetelmä näiden ominaisuuksien arvioimiseksi käsittää teipin levittämisen standardoidulle ruostumattomasta teräksestä valmistetulle levylle ja sitten sen repimiseen tarvittavan voiman mittaamisen. Levyä tutkitaan sitten sen määrittämiseksi, kuinka paljon, jos sellaista on, liimajäämistä jäljellä. Itse liimapinnoitetta seurataan sen tarttumisen takaosaan arvioimiseksi. Olosuhteet, joissa liima jättää jäännöksen, tunnetaan hiipivänä, hulluna, vuotavana ja vuotavana. Laadunvalvontateknikot tarkkailevat myös kalansilmää, termiä, jota käytetään kuvaamaan liiman epätasaista levitystä.
Vakiotestien lisäksi jokaisella valmistajalla on omat menetelmänsä tuotteidensa arvioimiseksi. Esimerkiksi yritykset voivat mitata nauhan murtumiskohdan. Toiset arvioivat nauhan ”scrunch” -äänen sen purkautuessa, koska kuluttajat uskovat, että meluisa repeämä rullasta on merkki voimasta. Muut testit on suunniteltu mittaamaan pikapuikkoa . Yksi tapa tähän tapahtuu ampumalla pingispöytä palloihin nauhaliuskoihin tahmea puoli ylöspäin, jotta voidaan mitata kuinka pitkälle ne vierivät ennen kuin nauha pysäyttää ne.
Huolimatta siitä, että teipillä on maine parempana tarttuvuus, riippumattomien tutkijoiden tekemät testit ovat havainneet, että teippi ei toimi niin hyvin kuin on tarkoitettu. Vuonna 1998 tutkijat Max Sherman ja lie Walker Energiaministeriön Lawrence Berkeleyn kansallisesta laboratoriosta arvioivat 12 erilaista teippiä. He suunnittelivat nopeutetun ikääntymistestin, joka jäljitteli koti- tai toimistorakennuksen lämpötilaoloja yöstä päivään ja talvesta kesään. He käyttivät sarjaa tavanomaisia sormiliitoksia, jotka liittivät pienemmän kanavan suurempaan. Käärimällä jokaisen testiliitoksen eri merkkisellä kanavalla, he arvioivat tiivisteen lämpötilan ja kosteuden olosuhteissa, jotka on suunniteltu vastaaviksi löydettyihin kodin lämmitys- ja ilmastointijärjestelmissä. Tutkijat suorittivat myös leivontatestin, jossa näytteenivelet paistettiin korkeammissa lämpötiloissa. Suurimman osan testatuista liitoksista havaittiin vuotavan vähintään 50% tutkijoiden mukaan. osoitti myös, että suuri osa nauhoista ei toiminut, kun lämpötilat laskivat pakkasen alle (32 ° F) tai nousivat yli 200 ° F (93 ° C). Teollisuus kiisti nämä havainnot väittäen, että optimaalisen tehokkuuden saavuttamiseksi niiden nauhatuotteita tulisi avustaa kauluksilla tai kiinnikkeillä.
Tulevaisuus
Ympäristö- ja hintanäkökohdat kannustavat tutkimuksia tunnistamaan uudet liimakoostumukset halvemmalla – yleinen hinta yhdelle 5 cm leveälle, 50 m (46 m) rullan monikäyttöinen teippi on noin kolme dollaria – jotka ylläpitävät korkeaa toiminnallisuutta ilman, että se vahingoittaa ympäristöä. Lisäksi markkinointiin liittyvät näkökohdat edistävät tuotekehitystä. Vastauksena kritiikkiin siitä, että teippi ei toimi hyvin äärimmäisissä lämpötiloissa, valmistajat luovat kehittyneempiä formulaatioita, jotka on erityisesti suunniteltu kestämään voimakkaita kuumuuden ja kylmän vaihteluita. Ensimmäistä kertaa virallisia standardeja luodaan erityisesti nauhalle, jota käytetään joustavaan kanavatyöhön. Nauhantuottajat tukevat tätä suunnitelmaa, koska heidän mielestään Underwriters Laboratoriesin (tuoteturvallisuuden testausorganisaatio) myöntämä sertifikaatti lisää heidän myyntiään.
– Randy Schueller