Kanaltape
Bakgrund
Duktejp är en tygtejp belagd med ett polyetenharts på ena sidan och mycket klibbigt gummibaserat lim på den andra. Till skillnad från andra tejp ger tygbaksidan en tejpstyrka, men gör att den lätt kan rivas. Duct tape är också mycket smidigt och kan fästa vid en mängd olika ytor. Även om det främst var designat för användning i luftkanaler och liknande applikationer, har konsumenter hittat ett brett spektrum av användningsområden för denna populära produkt. Den kan användas för ett antal hushållsreparationsjobb, som fästelement istället för skruvar eller spikar och vid bilunderhåll. Snöskotrar har till och med varit kända för att applicera tejp på näsan för att förhindra frostbit och solbränna. Produkten har genererat så mycket intresse att det finns böcker och webbplatser som är dedikerade till dess okonventionella och ofta komiska användningsområden. Till exempel beskriver The Duct Tape Book hur man använder tejp för att göra förkläden och studsmattor.
Historik
Det finns motstridiga konton angående tejpens historia. Enligt Manco, Inc. (tillverkare av DuckTm Brand tape) skapades det av Permacell – en division av Johnson och Johnson – under andra världskriget på 1940-talet. Andra experter hävdar att bandprodukten uppfanns på 1920-talet av forskare för 3M Company, ledd av Richard Drew. De flesta konton är dock överens om att Permacell perfektionerade tejpen under kriget. Med hjälp av den senaste tekniken utvecklade deras forskargrupp en process för att kombinera flera lager lim på ett polyetenbelagt tygunderlag. Vissa säger att den här tidiga produkten fick smeknamnet ”andtejp” för att den stötte bort vatten som fågelns fjädrar eller för att tyget var tillverkat av ankduk.
Oavsett ursprung, fann militären många användningsområden för duct tape. En av de tidigaste applikationerna var att hålla ihop ammunitionslådor. Av denna anledning kallade soldater det som ”gun tape.” Flygvapnet fann andra användningsområden för produkten och duct tape användes för att täcka pistolportar i plan för att minskade luftfriktionen under start. Liksom många andra militära produkter färgades tejp ursprungligen olivgrön, men efter kriget ändrades det till den mer välbekanta silverfärgen. Tejpen är lättare att använda och lika effektiv som skruvar och bultar när det gäller att hålla ihop den typ av kanaler som finns i nya hem med varmluftsuppvärmning.
När konsumenternas efterfrågan växte började marknadsförare förpacka sina band i n ett mer konsumentvänligt sätt. Enligt Manco var de det första företaget som krympte in och märkte tejpen så att den enkelt kunde staplas i displayhyllor. Denna förpackningsförbättring gjorde det lättare för kunderna att skilja mellan de olika kvaliteterna. År 1999 sålde Manco cirka 5 900 korta ton (5 352 ton), eller 246 217 mil band varje år.
Design
Duct tape är utformad för olika applikationer baserat på dess betyg. Betyget bestäms av kombinationen av limtyp och bärarmaterialets hållfasthet. Tygtygets styrka beror på antalet trådar det innehåller; detta nummer bestämmer tygets rivhållfasthet. Till exempel har tejp av militär kvalitet en slitstyrka på 18 kg medan styrkan för billigare tejp ligger i området 9 kg. Tejp som är utformat för användning av den federala regeringen måste uppfylla en lång 12-sidars specifikationsguide som dikterar styrkan och andra faktorer. Kommersiella betyg är mindre krävande och klassificeras vanligtvis som antingen nytta, allmänt ändamål eller premiumkvalitet. Andra specialkvaliteter inkluderar ”kärntejp”, som används i reaktorer och ett ”200 mi (322 km) i timmen” -band speciellt utformat för racerbilar.
Råvaror
Bomullsnät
Bomullsnät utgör ryggraden i tejp. Det ger draghållfasthet och gör att tejpen kan vara tom i båda riktningarna. Tyg som har en tätare vävning och högre trådantal är av högre kvalitet, ger större hållfasthet och ger en renare rivning. Ett premiumkvalitetstejp kan ha ett trådantal på 44 x 28 trådar per kvadrattum. Följaktligen är tejp tillverkat med detta tyg dyrare. Bomullstyget kallas ett ”nät” när det sprids över beläggningsmaskineriet.
Polyetenbeläggning
Bomullstyget är belagt med polyeten, ett plastmaterial som skyddar det mot fukt och nötning. Denna plastbeläggning är flexibel och gör att tejpen fäster bättre på oregelbundna ytor. Polyeten smälts och appliceras på tyget under en preliminär beläggningsoperation. Det belagda tyget lagras sedan på rullar tills tillverkaren är redo att applicera limet.
Limförening
Det lim som används i tejp är unikt av två skäl. Först formuleras själva limet med gummiföreningar som säkerställer långvarig bindning. Andra band använder vanligtvis självhäftande polymerer som inte är lika bindande. För det andra appliceras limet på substratet i en mycket tjockare beläggning än de som används på cellofan eller maskeringsband. Detta tjänar också till att öka tejpens vidhäftningsegenskaper.
Tillverkningsprocessen
Limblandning
- 1 Det gummibaserade limet som används i tejp framställs i en flerstegsprocess. I det första steget blandas limet i en bländare känd som en blandare av Branbury-typ, bestående av en rostfri tank som är utrustad med en ångmantel för att värma föreningen och en blandare med högt vridmoment. Gummiföreningarna införs i pelletsform, upphettas sedan och blandas tills de smälts och är homogena. Andra ingredienser tillsätts till blandningstanken enligt specifikationen i formuleringen. Dessa inkluderar klibbmedel, viskositetsmodifierare, antioxidanter och andra tillsatser. Den slutliga blandningen är tjock men tillräckligt slät för att pumpas till en hålltank ansluten till beläggningsutrustningen.
Lim applicering
- 2 Limet och tyget kombineras med sofistikerad beläggningsutrustning. Först mjukas limet ytterligare av värme på en valsverk. En valsverk består av tätt placerade ihåliga valsar som är gjorda av kraftigt rostfritt stål. Rullarna är fästa vid växlar med högt vridmoment och en motor som roterar dem med en inställd hastighet. Rullarnas temperatur styrs genom att kontinuerligt pumpa vatten genom dem. Toppvalsen hålls vid en temperatur av 260 ° F (127 ° C) och mittvalsen hålls vid 100 ° F (38 ° C). Cylindrarna är fästa på plats så att det bara finns ett litet mellanrum mellan dem. När rullarna tumlas matas gummiblandningen in i detta utrymme. Den genererade friktionen värmer upp och mjukar upp gummit. Detta arrangemang tillåter det smälta bindemedlet att bilda ett tunt ark över valsarnas yta.
- 3 Duken matas sedan in i beläggningsmaskinen genom en annan uppsättning rullar. Den löper mot den tredje rullen (hålls vid 199 ° F) som är i kontakt med limet. Under denna process, så kallad beläggning, överförs limet till duken. Genom att kontrollera mellanrummen mellan valsarna kan maskinföraren bestämma hur mycket lim som appliceras på duken. När limet är färdigt matas dukmaterialet – som har förbehandlats med polyeten – från lagringsrullen och på beläggningsvalsarna. När underlagsmaterialet kommer i kontakt med den tredje valsen
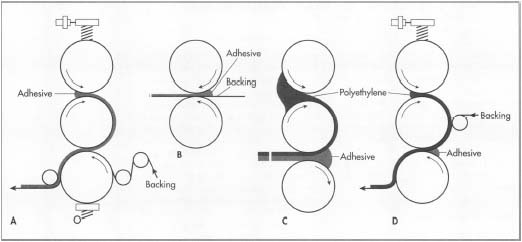 A. Tryckkänslig tejpkalender med tre rullar. B. Tvåvalsad limkalander. C. Polyeten och limkalander. D. Kalander för tygtejp belagd med polyeten.
A. Tryckkänslig tejpkalender med tre rullar. B. Tvåvalsad limkalander. C. Polyeten och limkalander. D. Kalander för tygtejp belagd med polyeten.plockar upp lite lim från överföringsrullen. Denna process som används för att applicera sådana tunga lim kallas kalendering. Beläggningar så tunna som 0,002 tum (0,05 mm) kan användas men de blir mindre enhetliga under 0,004 tum (0 mm). Dessa fluktuationer uppstår eftersom rullarna upplever en liten grad av böjning när de roterar. Detta skapar ojämna mellanrum mellan valsarna som orsakar variationer i beläggningsvikten över banan.
- 4 Efter beläggningen lindas tejptyget på stora pappkärnor. När tillräckligt med tejp har belagts och rullen är full tas den bort från sin spindel och flyttas till ett annat område där den kan skäras till rätt storlek. Dessa förvaringsrullar är cirka 5 fot breda och 3 fot i diameter (152 cm x 91 cm).
Återpool och skärning
- 5 När beläggningsprocessen är klar kan rollerna klippas till sin slutliga storlek. Detta görs genom att ”avrullas” eller avlindas, de stora rullarna på en maskin utrustad med en serie knivar. Knivarna skär banan i smalare segment som sedan rullas upp på mindre pappkärnor. Denna process är känd som ”slitsning”.
Förpackningsoperationer
-
6 I detta sista steg packas rullbandet för försäljning. De är vanligtvis krympförpackade, antingen enstaka eller i förpackningar om två eller tre. Dessa paket boxas sedan och marknadsförs för frakt.
Beroende på tillverkare kan stegen som beskrivs ovan kombineras genom automatisering i färre steg. Till exempel använder Permacell en fristående apparat som blandar, värmer och fäster limet på underlaget. Denna metod gör att limet kan beredas utan föroreningar som orsakar lösningsmedel.
Kvalitetskontroll
Kanalband måste uppfylla en serie standardtester som beskrivs av American Society for Testing and Materials.Dessa metoder mäter två viktiga egenskaper hos limet: dess vidhäftningshållfasthet (som avgör hur bra tejpen kommer att fästa vid en annan yta) och sammanhållningshållfasthet (som visar hur väl limet kommer att hålla fast vid tygets underlag). En vanlig metod för att utvärdera dessa egenskaper innefattar att applicera tejpen på en standardiserad rostfri stålplatta och sedan mäta den kraft som krävs för att riva av den. Plattan undersöks sedan för att bestämma hur mycket, om någon, av limrester som är kvar. Självhäftande beläggning övervakas för att utvärdera hur bra den fäster vid sitt underlag. Förhållanden där limet lämnar en rest är känt som krypning, krackelering, sippring och blödning. Kvalitetskontrolltekniker tittar också efter fiskögor, termen som används för att beskriva en ojämn applicering av lim.
Utöver standardtesterna har varje tillverkare sina egna metoder för att utvärdera sina produkter. Till exempel kan företag mäta kanalbandets brytpunkt. Andra utvärderar bandets ”scrunch” -ljud när det rullas upp eftersom konsumenterna tror att en bullrande ripning är ett styrketecken. Andra tester är utformade för att mäta snabbstick Ett sätt detta görs är att skjuta pingisbollar på tejpremsor med den klibbiga sidan uppåt för att mäta hur långt de rullar innan de stoppas av tejpen.
Trots tejpens rykte om överlägsen vidhäftning, tester utförda av oberoende forskare har visat att tejpen inte fungerar lika bra som den är avsedd för. 1998 utvärderade forskarna Max Sherman och lain Walker vid Department of Energy Lawrence Berkeley National Laboratory 12 olika typer av tejp. De utformade ett påskyndat åldrande test som efterliknade temperaturförhållandena i ett hem eller kontorsbyggnad från natt till dag och vinter till sommar. De använde en serie vanliga fingerfogar som anslöt en mindre kanal till en större. Varje testanslutning lindades med ett annat märke av tejp, utvärderade de tätningen under temperatur- och fuktförhållanden som var utformade för att likna de som hittades i hemuppvärmnings- och luftkonditioneringssystem. Forskarna utförde också ett bakningstest där provfogarna bakades vid högre temperaturer. De flesta av de testade lederna visade sig läcka med 50% eller mer, enligt forskarna. Deras testresultat visade också att en stor andel av tejpen inte fungerade när temperaturen sjönk under fryspunkten (32 ° F) eller steg över 200 ° F (93 ° C). pe-industrin ifrågasatte dessa resultat och hävdade att deras tejpprodukter för att få bästa möjliga effektivitet bör stödjas av krage eller klämmor.
Framtiden
Miljö- och prisöverväganden driver forskning för att identifiera nya limformuleringar till en lägre kostnad – allmänt pris för en 5 cm bred, 46 m rullning av allmänt tejp är ungefär tre dollar – som bibehåller hög funktionalitet utan att skada miljön. Dessutom främjar marknadsföringen produktförbättringar. Som svar på kritik om att tejp inte fungerar bra vid extrema temperaturer, skapar tillverkare mer avancerade formuleringar speciellt utformade för att motstå svåra värme- och kylavariationer. För första gången skapas formella standarder specifikt för att tejp ska användas vid flexibelt kanalarbete. Bandtillverkare stöder denna plan eftersom de tror att certifiering från Underwriters Laboratories (en produktsäkerhetstestorganisation) kommer att öka deras försäljning.
– Randy Schueller