Bandă pentru conducte
Fundal
Banda pentru conducte este o bandă de pânză acoperită cu o rășină polietilenică pe o parte și adeziv foarte lipicios pe bază de cauciuc pe cealaltă. Spre deosebire de alte benzi, suportul din țesătură conferă rezistență benzii adezive, dar permite să fie ușor rupt. Banda adezivă este, de asemenea, foarte maleabilă și poate adera la o mare varietate de suprafețe. Deși a fost conceput în principal pentru utilizarea în conductele de aer și aplicații similare, consumatorii au găsit o gamă largă de utilizări pentru acest produs popular. Poate fi folosit pentru o serie de lucrări de reparații casnice, ca element de fixare în loc de șuruburi sau cuie și pentru întreținerea mașinii. Se știe chiar că motocicletele își aplică bandă adezivă pe nas pentru a împiedica mușcăturile de îngheț și arsurile solare. Produsul a generat atât de mult interes, încât există cărți și site-uri web dedicate utilizărilor sale neconvenționale și adesea comice. De exemplu, The Duct Tape Book descrie cum se folosește banda adezivă pentru a face șorțuri și capace pentru trambulină.
Istoric
Există conturi contradictorii cu privire la istoricul benzii adezive. Potrivit Manco, Inc. (producătorul benzii DuckTm Brand), a fost creat de Permacell – o divizie a Johnson și Johnson – în timpul celui de-al doilea război mondial din anii 1940. Alți experți susțin că produsul cu bandă a fost inventat în anii 1920 de cercetători pentru compania 3M, condusă de Richard Drew. Majoritatea conturilor sunt însă de acord că Permacell a perfecționat banda adezivă în timpul războiului. Folosind tehnologia de ultimă generație, echipa lor de cercetare a dezvoltat un proces de combinare a mai multor straturi de adeziv pe un suport de pânză acoperit cu polietilenă. Unii spun că acest produs timpuriu a fost poreclit „bandă de rață” pentru că respinge apa ca penele păsărilor sau pentru că rețeaua de țesătură a fost făcută din pânză de rață.
Indiferent de originea sa, armata a găsit multe utilizări pentru Una dintre primele sale aplicații a fost aceea de a ține laolaltă cutii de muniție. Din acest motiv, soldații au denumit-o „bandă de armă”. Forțele aeriene au găsit alte utilizări ale produsului, iar banda adezivă a fost folosită pentru a acoperi porturile tunurilor de pe avioane. Reduceți fricțiunea aerului în timpul decolării. La fel ca multe alte produse militare, banda adezivă a fost inițial colorată verde măslin, dar după război a fost schimbată în culoarea argintie mai familiară. Producătorii au început să o comercializeze consumatorilor casnici care au găsit o varietate de produse noi Banda este mai ușor de utilizat și la fel de eficientă ca șuruburile și șuruburile atunci când vine vorba de menținerea împreună a tipului de conducte care se găsește în casele noi cu încălzire cu aer forțat.
Pe măsură ce cererea consumatorilor a crescut , comercianții au început să-și împacheteze casetele i o modă mai prietenoasă pentru consumatori Potrivit lui Manco, acestea au fost prima companie care a împachetat și etichetat banda adezivă, astfel încât să poată fi ușor stivuită pe rafturile de afișare. Această îmbunătățire a ambalajelor a făcut mai ușor pentru cumpărători să facă distincția între diferitele clase. Până în 1999, Manco a vândut aproximativ 5.900 tone scurte (5.352 tone metrice), sau 246.217 mi (396.240 km), de bandă în fiecare an.
Proiectare
Banda pentru conducte este concepută pentru diferite aplicații în funcție de calitatea sa. Calitatea este determinată de combinația dintre tipul de adeziv și rezistența materialului suport. Rezistența țesăturii depinde de numărul de fire pe care le conține; acest număr determină rezistența la rupere a pânzei. De exemplu, banda de calitate militară are o rezistență la rupere de 40 lb (18 kg), în timp ce rezistența benzilor mai puțin costisitoare este în intervalul de 20 lb (9 kg). Banda concepută pentru a fi utilizată de guvernul federal trebuie să respecte un ghid lung de 12 pagini cu specificații care dictează puterea și alți factori. Gradele comerciale sunt mai puțin solicitante și sunt clasificate în mod obișnuit fie pentru utilitate, pentru scop general sau pentru clasa premium. Alte clase de specialitate includ „banda nucleară”, care este utilizată în reactoare și o bandă „200-mi (322 km) pe oră” special concepută pentru mașinile de curse.
Materii prime
Plasa de bumbac
Plasa de bumbac formează coloana vertebrală a benzii adezive. Oferă rezistență la tracțiune și permite ca banda să fie luată în ambele direcții. Pânza care are o țesătură mai strânsă și un număr mai mare de fire este de o calitate superioară, oferă o rezistență mai mare și oferă o ruptură mai curată. O bandă de calitate premium poate avea un număr de fire de 44 x 28 fire pe inch pătrat. În consecință, banda realizată cu această țesătură este mai scumpă. Țesătura de bumbac este numită „pânză” atunci când este răspândită peste utilajele de acoperire.
Acoperire din polietilenă
Țesătura de bumbac este acoperită cu polietilenă, un material plastic care o protejează de umiditate și abraziune. Această acoperire din plastic este flexibilă și permite benzii să adere mai bine la suprafețele neregulate. Polietilena este topită și aplicată pe țesătură într-o operație preliminară de acoperire. Țesătura acoperită este apoi depozitată pe role până când producătorul este gata să aplice adezivul.
Compus adeziv
Adezivul utilizat în banda adezivă este unic din două motive. În primul rând, adezivul în sine este formulat cu compuși din cauciuc care asigură o legătură pe termen lung. Alte benzi utilizează în mod obișnuit polimeri adezivi care nu sunt la fel de obligatorii. În al doilea rând, adezivul este aplicat pe substrat într-un strat mult mai gros decât cele utilizate pe celofan sau benzile de mascare. Și aceasta servește la creșterea proprietăților adezive ale benzii.
Procesul de fabricație
Compoziția adezivă
- 1 Adezivul pe bază de cauciuc utilizat în banda adezivă este preparat într-un proces în mai multe etape. În prima etapă, adezivul este compus într-un mixer cunoscut sub numele de mixer de tip Branbury format dintr-un rezervor din oțel inoxidabil echipat cu o manta de abur pentru încălzirea compusului și un mixer cu cuplu ridicat. Compușii din cauciuc sunt introduși sub formă de pelete, apoi încălziți și amestecați până când sunt topiți și omogeni. Alte ingrediente sunt adăugate în rezervorul de amestec, după cum se specifică în formulare. Acestea includ agenți de lipire, modificatori de vâscozitate, antioxidanți și alți adjuvanți. Amestecul final este gros, dar suficient de neted pentru a fi pompat într-un rezervor de reținere conectat la echipamentul de acoperire.
Aplicarea adezivului
- 2 Adezivul și țesătura sunt combinate folosind echipamente sofisticate de acoperire. În primul rând, adezivul este în continuare înmuiat de căldură pe o moară cu role. O moară cu role constă din role goale distanțate, care sunt fabricate din oțel inoxidabil cu ecartament greu. Rolele sunt atașate la roți dințate cu cuplu ridicat și la un motor care le rotește la o viteză stabilită. Temperatura rolelor este controlată prin pomparea continuă a apei prin ele. Rola superioară este menținută la o temperatură de 260 ° F (127 ° C) și rola centrală este menținută la 100 ° F (38 ° C). Cilindrii sunt fixați la locul lor, astfel încât există doar un mic spațiu între ele. Pe măsură ce rolele rulează, compusul din cauciuc este alimentat în acest spațiu. Fricțiunea generată încălzește și înmoaie cauciucul. Acest aranjament permite adezivului topit să formeze o foaie subțire pe suprafața rolelor.
- 3 Cârpa este apoi alimentată în mașina de acoperire printr-un alt set de role. Se deplasează împotriva celei de-a treia role (menținută la 199 ° F) care este în contact cu adezivul. În timpul acestui proces, cunoscut sub numele de acoperire, adezivul este transferat pe cârpă. Prin controlul golurilor dintre role, operatorul mașinii poate determina cât de mult adeziv este aplicat pe cârpă. Când adezivul este gata, materialul de susținere a pânzei – care a fost pre-tratat cu polietilenă – este alimentat din rola de depozitare și pe rolele de acoperire. Pe măsură ce materialul suport vine în contact cu a treia rolă, acesta
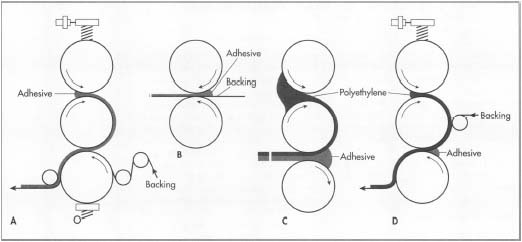 A. Calandru cu bandă sensibilă la presiune cu trei role. B. Calandru adeziv cu două role. C. Polietilenă și calandru adeziv. D. Calendar pentru bandă de țesătură acoperită cu polietilenă.
A. Calandru cu bandă sensibilă la presiune cu trei role. B. Calandru adeziv cu două role. C. Polietilenă și calandru adeziv. D. Calendar pentru bandă de țesătură acoperită cu polietilenă.ridică adeziv de pe rola de transfer. Acest proces utilizat pentru aplicarea unor astfel de adezivi grei este cunoscut sub numele de calendar. Se pot utiliza straturi subțiri de 0,05 mm (0,002 in), dar devin mai puțin uniforme sub 0 mm (0,004 in). Aceste fluctuații apar deoarece rolele experimentează un grad mic de îndoire pe măsură ce se rotesc. Acest lucru creează goluri neuniforme între role, ceea ce determină variații ale greutății acoperirii pe bandă.
- 4 După acoperire, materialul de bandă este înfășurat pe miezuri mari de carton. Când a fost acoperită suficientă bandă și rola este plină, aceasta este îndepărtată din ax și mutată într-o altă zonă unde poate fi tăiată la dimensiunea corectă. Aceste role de depozitare au o lățime de aproximativ 5 ft și un diametru de 3 ft (152 cm x 91 cm).
Respooling and slitting
- 5 După finalizarea procesului de acoperire, rolurile pot fi tăiate la dimensiunea lor finală. Acest lucru se face prin „desfacerea”, sau desfacerea rolelor mari pe o mașină echipată cu o serie de cuțite. Cuțitele tăie pânza în segmente mai înguste, care sunt apoi răsucite pe miezuri de carton mai mici. Acest proces este cunoscut sub numele de „tăiere”.
Operațiuni de ambalare
-
6 În această etapă finală, rolele de bandă adezivă sunt ambalate pentru vânzare. Acestea sunt de obicei împachetate prin retragere, fie individual, fie în pachete de două sau trei. Aceste pachete sunt apoi ambalate și comercializate pentru expediere.
În funcție de producător, pașii descriși mai sus pot fi combinați prin automatizare în mai puțini pași. De exemplu, Permacell folosește un aparat autonom care amestecă, încălzește și fixează adezivul pe suport. Această metodă permite prepararea lipiciului fără solvenți care provoacă poluare.
Controlul calității
Banda pentru conducte trebuie să îndeplinească o serie de teste standard descrise de Societatea Americană pentru Testare și Materiale.Aceste metode măsoară două proprietăți cheie ale adezivului: rezistența adezivă a acestuia (care determină cât de bine va adera banda pe o altă suprafață) și rezistența la coeziune (care arată cât de bine se va lipi adezivul de suportul pânzei). O metodă obișnuită de evaluare a acestor proprietăți implică aplicarea benzii pe o placă de oțel inoxidabil standardizată și apoi măsurarea forței necesare pentru a o rupe. Placa este apoi examinată pentru a determina cât, dacă există, din reziduul adeziv a rămas în urmă. Învelișul adeziv în sine este monitorizat pentru a evalua cât de bine se lipeste de suportul său. Condițiile în care adezivul lasă un reziduu sunt cunoscute sub numele de târâtoare, înnebunire, stropire și sângerare. Tehnicienii din domeniul controlului calității urmăresc și ochii de pește, termenul folosit pentru a descrie o aplicare inegală de adeziv.
Pe lângă testele standard, fiecare producător are propriile sale metode proprii de evaluare a produselor sale. De exemplu, companiile pot măsura punctul de rupere al benzii adezive. Alții evaluează sunetul „scrunch” al benzii pe măsură ce se desfășoară, deoarece consumatorii cred că o rupere zgomotoasă de pe rolă este un semn de rezistență. Alte teste sunt concepute pentru a măsura lipirea rapidă . O modalitate prin care se realizează acest lucru este împușcarea bilelor de ping-pong asupra benzilor de bandă cu partea lipicioasă în sus pentru a măsura cât de mult rulează înainte ca acestea să fie oprite de bandă.
În ciuda reputației de bandă adezivă pentru superior aderența, testarea efectuată de cercetători independenți a constatat că banda nu funcționează la fel de bine cum se intenționează. În 1998, cercetătorii Max Sherman și Walker, de la Laboratorul Național Lawrence Berkeley al Departamentului Energiei, au evaluat 12 tipuri diferite de bandă adezivă. Au conceput un test de îmbătrânire accelerată care a imitat condițiile de temperatură ale unei case sau a unei clădiri de birouri de la noapte la zi și iarnă până vară. Au folosit o serie de articulații standard ale degetelor care au conectat o conductă mai mică la una mai mare. Înfășurând fiecare conexiune de testare cu o marcă diferită de bandă adezivă, au evaluat etanșarea în condiții de temperatură și umiditate proiectate să fie similare cu cele găsite în sistemele de încălzire și climatizare a locuințelor. Cercetătorii au efectuat, de asemenea, un test de coacere în care articulațiile probei au fost coapte la temperaturi mai ridicate. Majoritatea îmbinărilor testate s-au dovedit a avea scurgeri cu 50% sau mai mult, potrivit cercetătorilor. Rezultatele testului lor a arătat, de asemenea, că o mare proporție a benzilor nu a funcționat atunci când temperaturile au scăzut sub îngheț (32 ° F) sau au crescut peste 200 ° F (93 ° C). industria a contestat aceste constatări, susținând că pentru o eficiență optimă produsele lor cu bandă ar trebui să fie asistate de gulere sau cleme.
Viitorul
Considerațiile de mediu și de preț conduc cercetările pentru a identifica noi formulări adezive la un cost mai mic – preț general pentru o lățime de 2 in (5 cm), 50 yd (46 m) rola de bandă adezivă universală este de aproximativ trei dolari – care mențin o funcționalitate ridicată, fără a fi dăunătoare mediului. În plus, considerațiile de marketing determină îmbunătățiri ale produsului. Ca răspuns la critica conform căreia banda adezivă nu funcționează bine la temperaturi extreme, producătorii creează formulări mai avansate special concepute pentru a rezista fluctuațiilor severe de căldură și frig. Pentru prima dată, se creează standarde formale special pentru ca banda adezivă să fie utilizată pe lucrări flexibile de conducte. Producătorii de benzi susțin acest plan deoarece consideră că certificarea de către Underwriters Laboratories (o organizație de testare a siguranței produselor) le va spori vânzările.
– Randy Schueller